Engineers rely on soil resistivity testing as one of the most critical steps in designing an effective cathodic protection system. This soil resistivity test method provides the data needed to evaluate soil conditions and design reliable corrosion protection systems.
Accurate soil resistivity data directly impacts the anode selection, system performance, and long-term corrosion control. Incomplete or inaccurate data leads to underperforming systems, premature failure, and costly redesigns.
 It also serves as a foundational input to cathodic protection design, helping engineers develop systems based on accurate field data.
It also serves as a foundational input to cathodic protection design, helping engineers develop systems based on accurate field data.
This article explains how engineers perform soil resistivity testing, when they need it, and how the data supports real-world cathodic protection design decisions.
What is Soil Resistivity Testing and Why It Matters for CP Design
One of the most important design parameters when considering the application of cathodic protection for buried structures is the resistivity of the soil. Engineers use soil resistivity testing to assess the corrosivity of the environment surrounding buried structures.
Soil conditions directly influence:
- System type
- Anode quantity
- System configuration
Without accurate soil resistivity data at both the structure and proposed anode locations, engineers risk designing ineffective cathodic protection systems that require costly remediation after commissioning.
How Soil Resistivity Determines Soil Corrosivity
Soil resistivity is the primary diagnostic factor for evaluating soil corrosivity. When engineers perform soil resistivity testing, they also consider factors such as:
- Soil composition
- Moisture content
- pH
- Chloride and sulfate concentrations
- Redox (oxidation-reduction) potential
While comprehensive soil analysis may be required for failure investigations, soil resistivity testing provides the most practical and widely used field measurement for cathodic protection design.
Soil Resistivity Ranges and Corrosivity Classification
Below is a typical chart correlating soil resistivity with soil corrosivity.
| Soil Resistivity (ohm-cm) | Corrosivity Rating |
| >20,000 | Essentially non-corrosive |
| 10,000 to 20,000 | Mildly corrosive |
| 5,000 to 10,000 | Moderately corrosive |
| 3,000 to 5,000 | Corrosive |
| 1,000 to 3,000 | Highly corrosive |
| <1,000 | Extremely corrosive |
SOURCE: Corrosion Basics: An Introduction, NACE Press Book, 2nd edition by Pierre Roberge
How Soil Resistivity Testing Works
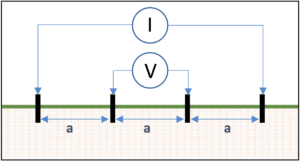
While there are several methods for measuring soil resistivity, the most common field testing method is the Wenner four-pin method (ASTM G57).
This method uses four metal probes, driven into the ground and spaced equidistant from each other. The outer pins are connected to a current source (I) and the inner pins are connected to a volt meter (V) as shown in Figure 1.
Soil Resistivity Formula and Calculation
Engineers convert measured resistance (R) into resistivity using a standard soil resistivity testing formula:
ρ=2×π×ax 30.48 cm/ft. ×R = 191.5 x a x R
Where:
- ρ = soil resistivity, Ω-cm
- a = probe spacing, ft.
- R = measured resistance, Ω
How Probe Spacing Relates to Testing Depth
Each probe spacing represents the average soil resistivity to a depth equivalent to that spacing. For example, a 5-foot spacing reflects the average resistivity at approximately 5 foot deep.
For cathodic protection system design, it is common to take multiple soil resistivity tests with various probe spacings.
For shallow anode placement, it is usually sufficient to take reading readings at 2.5 ft, 5 ft, 10 ft, 20 ft, 25 ft. For deep anode applications, soil resistivity measurements may be recommended at much deeper depths corresponding with the anticipated depth of the deep anode system.
Understanding Soil Layer Effects in Resistivity Testing
It is important to note that the soil resistivity values generated from the four pin testing represent the average soil resistivity from the earth surface down to the depth, and each subsequent probe spacing includes all of the shallow resistance readings above it.
Using the Barnes Method to Interpret Layered Soil Resistivity
To isolate resistivity at specific depths, engineers apply analytical techniques such as the Barnes method. This method:
- Converts resistance to conductance
- Evaluates incremental changes between readings
- Calculates true layer resistivity
Engineers rely on this approach to identify low-resistivity zones that significantly impact cathodic protection performance.
Example of Layered Soil Analysis
For the Barnes analysis below, the data shows that a low resistance zone exists between 60m depth and 100m depth.
| TEST DATA | BARNES ANALYSIS | ||||
|
Spacing a |
Resistance (ohms) |
Conductance 1/R (Siemens) |
Change in Conductance (Siemens) |
Layer Resistance (ohms) |
Layer Resistivity |
| 20 | 1.21 | 0.83 | — | 1.21 | 152 |
| 40 | 0.90 | 1.11 | 0.28 | 3.57 | 441 |
| 60 | 0.63 | 1.59 | 0.48 | 2.08 | 264 |
| 80 | 0.11 | 9.09 | 7.5 | 0.13 | 17 |
| 100 | 0.065 | 15.38 | 6.29 | 0.16 | 20 |
| 120 | 0.058 | 17.24 | 1.86 | 0.54 | 68 |
Choosing the Right Soil Resistivity Testing Equipment
Engineers must use the right soil resistivity testing equipment to collect accurate field data. Electrical noise from power lines, substations, railroad tracks, and many other sources can distort readings if not properly managed.
Modern soil resistivity meters include filtering capabilities to reduce interference and improve measurement accuracy.
High-Frequency Soil Resistivity Meters for Shallow Testing
High-frequency meters operate above 60 Hz and should be limited to data collection of about 100 feet in depth.
This is because they lack sufficient voltage to handle long traverses and they induce noise voltage in the potential leads which cannot be filtered out as the soil resistivity decreases and the probe spacing increases.
Engineers commonly use these meters for:
- Shallow testing
- Corrosion assessment
- Shallow anode design
They offer a cost-effective solution but have limitations in deeper applications.
Low-Frequency Soil Resistivity Meters for Deep Testing
Low-frequency meters operate between 0.5 to 2.0 Hz and support deeper soil resistivity testing.
These meters:
- Handle large probe spacing
- Provide superior noise filtering
- Deliver accurate readings at greater depths
Engineers typically prefer low-frequency meters for deep anode cathodic protection design.
Field Best Practices for Accurate Soil Resistivity Testing
Accurate soil resistivity testing depends on proper field procedures and site conditions.
- Select the Right Testing Location. The use of the Wenner four pin testing method requires sufficient open area to properly space the pins to collect data to the depths necessary. For deep anode cathodic protection systems this would require a minimum of three times the anticipated anode system depth.
- Avoid Interference from Buried Piping and Other Metallic Objects. The presence of any buried metallic structures (piping, conduit, reinforced concrete structures, grounding systems, etc…) provides low current paths that could cause a short-cutting effect that would distort the resistance readings and yield an erroneous soil resistivity reading.
- Control Probe Depth for Accurate Readings. It is important that the probes are properly inserted into the earth. For shallow resistivity readings, probes that are driven too deep can impact the shallow readings. Ideally, the pins should be no deeper than 1/20th of the spacing between the pins and no more than 10 cm (4 inches) deep.
- Minimize Electrical Noise During Testing. Soil testing should not be performed directly under high voltage transmission systems or near other outside sources of current in the soil such as DC light rail systems.
- Record Soil Conditions and Environmental Factors. It is important that the location of the testing is accurately recorded along with the soil conditions and temperature at the time of testing. Testing should not be performed in frozen soil, or during periods of extreme drought or abnormally wet conditions.
When to Use Professional Soil Resistivity Testing Services
Professional soil resistivity testing for cathodic protection becomes critical when projects require accurate field data to support system design, deep anode installations, or corrosion troubleshooting.
Engineers rely on experienced providers to perform soil resistivity tests, interpret layered soil conditions, and deliver reliable data for CP design.
Working with a qualified team helps:
- Reduce design risk
- Improve system performance
- Avoid costly rework
Key Takeaways: Soil Resistivity Testing for CP Design
Soil resistivity testing provides the most reliable indicator of soil corrosivity for buried structures and plays a critical role in cathodic protection system design.
Engineers most commonly use the Wenner four pin method to perform soil resistivity tests. When properly collected and interpreted, teams can design CP systems that perform reliably and efficiently.
Get Expert Soil Resistivity Testing Support
Learn about MATCOR soil resistivity testing services and cathodic protection design services.

 Whether designing a few above ground storage tanks or performing tank farm design for an entire facility, proper consideration should be given to the adverse impact of corrosion that can occur on the tank bottoms. When addressing the issue of tank bottom corrosion, consider the environment, the tank size and design, and the type of tank foundation to be employed. There are definite advantages in certain materials based on the size and requirements of an above ground storage tank (AST) foundation. By carefully assessing the tank farm surroundings and long-term requirements, costly and potentially dangerous corrosion related tank failures can be avoided. Whether you are relying on a reputable company in the industry or taking on your own front-end engineering and design, there are across-the-board tank farm design recommendations to consider when it comes to corrosion prevention:
Whether designing a few above ground storage tanks or performing tank farm design for an entire facility, proper consideration should be given to the adverse impact of corrosion that can occur on the tank bottoms. When addressing the issue of tank bottom corrosion, consider the environment, the tank size and design, and the type of tank foundation to be employed. There are definite advantages in certain materials based on the size and requirements of an above ground storage tank (AST) foundation. By carefully assessing the tank farm surroundings and long-term requirements, costly and potentially dangerous corrosion related tank failures can be avoided. Whether you are relying on a reputable company in the industry or taking on your own front-end engineering and design, there are across-the-board tank farm design recommendations to consider when it comes to corrosion prevention:

 The protective housing is pictured here and called out as item 4 on the drawing on page 3 of our
The protective housing is pictured here and called out as item 4 on the drawing on page 3 of our 
 MATCOR’s
MATCOR’s