Will your CP System dry out the sand bedding of your tanks?
A client recently raised the concern about the cathodic protection reaction causing a drying out of the sand under a large diameter above ground storage tank. This is a very interesting question. We recently developed a stoichiometric analysis to assess the cathodic protection carbon footprint of a deep anode system by calculating the amount of carbon dioxide produced. The same methodology can be used to assess the risk of drying out of the tank bottom.
Assumptions
For this analysis, let’s assume a typical 150 ft diameter above ground storage tank with a bare tank bottom and a 1-foot sand bed resting atop a non-permeable liner. Based on a common design criteria of 2 mA/ft2 of bare surface area, this tank would nominally require a total of 17.7 amperes of current.
How much water does a cathodic protection system consume?
For every 2 electrons generated, one H2O molecule is required. One amp-year is equal to 3.1536 x 107 amp seconds or coulombs. One Faraday or 96.487 coulombs is equal to one mole of electrons therefore, one amp-year is equal to 326.84 moles of electrons. With the 2 to 1 ratio of electrons to H2O molecules that means that for every mole of electrons, 0.50 moles of H2O are generated. H2O has a molar mass of 18.0 g/mol so for each amp year a total mass of 2,941.6 grams of H2O is generated – that is approximately 0.78 gallons of water per amp year.
For our 17.7 ampere, 150 ft diameter tank anode system, that would mean 13.8 gallons of water is consumed as part of the cathodic protection reaction each year. Assuming that there is no new water being added into the tank foundation (a perfect chime seal and a completely non-permeable liner), then over a 30-year operating life the CP system would consume a little more than 400 gallons of water. While that might seem like a lot of water consumption, what is the percentage of drying out that is occurring with the sand over that time frame?
Will the Tank Bottom Dry Out?
Well, typical sand has a bulk density of approximately 100 lb/cubic foot and the typical moisture content for commercial sand is between 2% and 6%. For purposes of this exercise, let’s assume that the moisture content is on the low end at 2%. This means that there are approximately 2 lbs of sand per cubic foot. A 150 ft diameter tank has 17,671 cubic feet of sand bedding which equates to 35,342 lbs of water or about 4,241 gallons of water. So, if no new water is added over the thirty-year operating life, the typical CP system will consume about 10% of the sand moisture for very dry sand.
Conclusion
Given our assumptions and calculations, it does not appear that significant sand drying will occur due to water consumption.
Another Consideration: Electro-osmotic Drying
This analysis does not consider the effect known as electro-osmosis. Electro-osmotic drying is a process that is used in the civil engineering world to dewater sludges by creating a DC electrical flow – the flow of electrons pulls polar water molecules away from the anode. For CP applications, this is generally not considered to have a significant impact except where there are very high current densities at the anode – for example some deep anode systems operating at very high output rates in certain soil formations. For tanks, this is not considered an issue.
If you have other technical questions, or for information on MATCOR’s above ground storage tank cathodic protection solutions, please contact us at the link below.
Last month, MATCOR successfully completed the first ever HDD tank cathodic protection system installation in the Middle East, utilizing a replaceable anode system.
Background—Initial Recommendation for HDD Cathodic Protection System
Equate Petrochemicals is one of the world’s largest producers of Ethylene Glycol. They initially contacted MATCOR in 2012 to discuss options for cathodic protection on a critical service Ethylene storage tank at their flagship Kuwait petrochemical facility. This tank was originally constructed in 1995, and the initial CP system installed with the tank was no longer providing sufficient current to achieve NACE Criteria. At the time, MATCOR suggested installing anodes directly under the tank using horizontal directional drilling technology. The plant’s engineering and operations team had significant reservations about this approach. The tank was critical to the plant’s operation and could not be taken out of service. Should the HDD operations result in damage to the structural integrity of the tank, the results would be catastrophic.
Perimeter Anodes—An (Unsuccessful) Alternative Approach
As a result of Equate’s concerns in 2012, they attempted an alternate approach, suggested by others, using perimeter anodes. Discreet anodes were installed offset around the perimeter of the tank—thus avoiding any possible risk to the tank during the anode installation. The use of perimeter anodes around larger diameter tanks is generally not a good idea. This is because it is very difficult to drive current to the center area of the tank, often resulting in adequate protection levels only for the outer edges of the tank bottom. For the Ethylene Storage Tank, the presence of heating pipes below the tank bottom only exacerbated the current distribution challenges. Ultimately, the results were not satisfactory.
In 2018, the plant engineering team reached back out to MATCOR to discuss our HDD solutions.
Replaceable Anode System Solution
MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL linear anode assemblies in a series of parallel slotted PVC pipes that have coke backfill pneumatically blown into the PVC pipe as part of the anode system installation. In addition to the linear anode segments and coke backfill, the slotted PVC pipes have a venting system to allow gases produced during the cathodic protection reaction to vent. This prevents gas buildup and blockage inside the PVC anode pipe.
One of the key advantages of the RTA system is that once the PVC tubes are installed, it is possible to flush out the anode assemblies and coke backfill should the anode assemblies fail and/or they are at the end of their design life making this a replaceable anode system that will assure cathodic protection for the entire service life of the tank.
Additionally, a slotted Reference Cell Tube would be installed to allow for two calibrated fixed cathodic protection reference electrodes to be inserted for full polarized and non-polarized potential measurements across the entire tank bottom. This would allow for testing of the CP system with calibrated reference electrodes for the life of the tank.
Experienced HDD Installation—Assuring a Safe Installation
While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.
Replaceable Anode System Installation Complete!
In December of 2019, MATCOR, working with our local Kuwaiti sub-contractor and the client’s engineering, construction and safety teams, successfully completed the installation of the replaceable anode system. The initial commissioning results showed that the anodes were installed properly. Each anode was distributing current as expected, and the polarization levels were meeting appropriate NACE criteria. The system has been left to operate and fully polarize. A subsequent visit by MATCOR’s technical team is scheduled in early 2020 to make final adjustments to the anode system current output and to confirm that the system continues to meet NACE criteria.
Conclusion
MATCOR’s successful installation in Kuwait of a horizontal directional bored CP system under an existing critical service tank is a first for the Middle East Region. The innovative MATCOR design, combined with the technical knowledge and operational expertise, makes this an interesting and viable option for other tank owner/operators worldwide to consider for their existing tanks with CP systems that are not performing properly.
To get in touch with our team of cathodic protection and AC mitigation experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.
This guide explores how Vapor Corrosion Inhibitors (VCIs) work, their diverse applications, and why they’re becoming a cornerstone of modern corrosion prevention strategies. Whether you’re in oil and gas, manufacturing, or aerospace, discover how VCIs can transform your approach to corrosion management.
Corrosion poses a significant threat to infrastructure and equipment across industries, from pipelines to storage tanks. VCIs offer a solution, using advanced chemical technology to protect metal surfaces and prevent costly damage.
As a leader in the above-ground storage tank corrosion control industry, MATCOR has partnered with Zerust® Oil & Gas to provide innovative VCI solutions for customers seeking advanced corrosion mitigation strategies.
What are Vapor Corrosion Inhibitors?
Vapor Corrosion Inhibitors (VCIs) are advanced chemical compounds that prevent corrosion by diffusing through confined spaces and bonding with metal surfaces. This process creates an invisible yet highly effective barrier that blocks water, oxygen, and other contaminants from initiating degradation.
Key features:
Create a passive oxide layer that inhibits chemical reactions
Can be applied in various forms, including powders, liquids, or impregnated materials.
Long-lasting protection for months or years, depending on conditions.
Why Choose VCIs?
Vapor Corrosion Inhibitors (VCIs) stand out among corrosion prevention solutions due to their ease of application, flexibility, and proven effectiveness. Compared to other methods like wax, VCIs offer several key advantages:
Ease of Installation: VCIs are easy to apply, requiring no heating—just simple mixing with potable water and injection through vent pipes, ensuring efficient distribution.
Broad Compatibility: VCIs work seamlessly with other corrosion prevention methods, such as coatings and cathodic protection, enhancing overall protection strategies.
Cost-Effectiveness: By extending the lifespan of assets and reducing the need for frequent maintenance, VCIs provide a high return on investment over time.
Allows Monitoring: VCI effectiveness can be monitored in real time using coupons, ER probes, or UT probes, with the option for remote monitoring units (RMUs). In contrast, wax requires in-line inspection (ILI) runs for evaluation.
Non-Invasive: Unlike some traditional methods, VCIs do not require disassembly for application, making them a convenient choice for hard-to-reach areas.
Versatile Applications: VCIs are available in various forms, including films, papers, powders, liquids, and emitters, making them adaptable to a wide range of industrial needs.
Removability: VCIs can be easily washed out and removed if necessary, offering flexibility for future maintenance or operational adjustments.
Environmentally-Friendly: VCIs are an environmentally friendly solution for corrosion prevention, offering biodegradable formulations, non-toxic options for sensitive industries, and contributing to sustainability by reducing waste and extending asset life.
Through our partnership with Zerust® Oil & Gas, MATCOR delivers these benefits with proven products backed by extensive research and industry expertise.
Applications of Vapor Corrosion Inhibitors Across Industries
Oil and Gas: Protects internal surfaces of pipelines after hydrotesting and safeguards tanks bottoms from localized corrosion. Learn more about pipeline corrosion risks and prevention methods in our Pipeline Corrosion and Prevention—A Comprehensive Guide.
Manufacturing and Industrial Equipment: Shields components during storage, shipping, or idle periods.
Marine and Offshore: Mitigates corrosion from saltwater and high-humidity environments.
Aerospace and Automotive: Protects critical systems like engines and fuel tanks during long-term storage.
Infrastructure and Utilities: Prevents corrosion in water pipelines, bridges, and utility equipment.
Monitoring and Maintenance
To ensure the long-term effectiveness of VCIs, regular monitoring is essential. Techniques include:
Coupons: Small metal pieces placed in the protected environment to assess corrosion rates.
ER Probes: Monitor changes in electrical resistance to track corrosion over time.
Replenishment: Determined based on environmental conditions and the observed depletion rate of VCIs. Factors influencing replenishment frequency include:
The rate of leakage through the tank chime.
Operating temperature and environmental conditions.
Properties of the substrate, such as sand or concrete.
The initial amount of VCI chemical applied.
Typically, VCIs provide effective protection for 3–5 years, though some applications may last longer under optimal conditions. Proper monitoring ensures VCIs maintain consistent protection and helps operators identify the appropriate timing for replenishment to sustain corrosion prevention.
VCIs and Industry Standards
Vapor Corrosion Inhibitors (VCIs) are gaining recognition in industry standards as a flexible and effective corrosion prevention tool. While they are often used to complement cathodic protection (CP), they are also being acknowledged as standalone solutions in scenarios where CP may not be feasible.
API 651 and API 2610: Standards such as API 651 include VCIs as an alternative for situations where CP systems are unsuitable, and API 2610 outlines their use under tank bottoms.
Regulatory Adoption: Organizations like PHMSA and the State of Florida have endorsed VCIs for their versatility, particularly in cases where CP systems are not functional or economical.
These endorsements highlight the growing recognition of VCIs as a versatile tool for corrosion prevention, whether as a standalone solution or a complement to existing systems like CP.
The effectiveness of Vapor Corrosion Inhibitors (VCIs) is well-supported by independent research, including a comprehensive 2018 study published by PRCI (Pipeline Research Council International). This study offers critical insights into the capabilities and limitations of VCIs:
Effectiveness in Corrosive Environments: VCIs were found to effectively mitigate pitting corrosion in steel exposed to corrosive sand. However, the study noted that VCIs are not as effective as cathodic protection (CP) for reducing pitting corrosion in certain conditions.
Importance of Proper Application: The study emphasized the need for following manufacturer-recommended concentrations, as inadequate levels of VCIs were shown to be ineffective.
Monitoring Compatibility: ER probes can be used to monitor the efficacy of VCIs, providing valuable data on corrosion rates and the need for replenishment.
Compatibility with Cathodic Protection: VCIs are compatible with impressed current cathodic protection systems. However, they can alter the native potential of steel, which must be considered when selecting CP criteria in accordance with NACE SP0193.
Vapor Corrosion Inhibitor Case Studies: Real-World Success with VCIs
Pipeline Preservation with VCI in West Texas
MATCOR and Zerust® collaborated on a pipeline preservation project in West Texas, injecting over 24,000 gallons of VCI solution into pipeline manifolds. This approach provided effective corrosion protection during construction and harsh environmental conditions.
MATCOR conducted a casing repair for a high-pressure natural gas line that had settled, losing contact with its protective casing. The solution included sealing the casing and injecting VCIs through the vent pipe, providing effective corrosion protection without excavation.
Q&A: Common Questions About Vapor Corrosion Inhibitors (VCIs)
Are VCIs a permanent solution?
No, VCIs have a finite lifespan. Their effectiveness typically lasts 3-5 years, depending on factors like environmental conditions, application methods, and leakage rates. Regular replenishment is needed to maintain protection, with some applications lasting up to 15 years under ideal conditions.
How are VCIs applied to above-ground storage tanks?
VCIs can be applied as powders or liquids, depending on the tank type (new,in-service, or under inspection). The method varies based on substrate material (ie. sand or concrete), but long-term replenishment planning is essential to sustain protection.
Can VCIs replace other corrosion prevention methods?
VCIs are not typically used as a standalone replacement for other methods but are effective for short-term corrosion protection or in scenarios where other solutions are not practical.
Can VCIs enhance other corrosion prevention methods??
Yes, VCIs work well alongside existing methods by addressing localized corrosion in hard-to-reach areas like gaps, crevices, and irregular surfaces. This complementary approach strengthens overall protection.
How is VCI performance monitored?
VCI effectiveness is monitored using coupons, ER probes or UT probes. These tools measure corrosion rates and help identify when replenishment is required. While ER probes track average corrosion rates, they can also infer localized risks like pitting.
What standards and regulations support VCI use?
VCIs are recognized by standards such as API 651 and API 2610 for specific applications, and they are included in the upcoming NACE TG543 guidelines. Regulatory bodies like PHMSA also acknowledges VCIs as a valid corrosion prevention tool, especially when other methods are infeasible.
Conclusion: The Future of Corrosion Prevention with VCIs
Vapor Corrosion Inhibitors (VCIs) are transforming the landscape of corrosion prevention across industries. From pipelines and storage ranks to marine and aerospace applications, VCIs provide a versatile, cost-effective, and environmentally friendly solution for protecting metal assets. Their ability to adapt to various environments and integrate with other corrosion prevention methods makes them a critical tool for modern infrastructure and equipment management.
Through our partnership with Zerust® Oil & Gas, MATCOR delivers proven VCI solutions backed by extensive research and industry recognition. Whether you’re seeking to enhance existing systems or explore standalone VCI applications, our team is ready to help you develop a customized strategy to protect your assets and reduce long-term maintenance costs.
To get in touch with our team of corrosion experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.
Evan Savant, EnLink Midstream reached out to the MATCOR Technical Team asking about AST cathodic protection system tank isolation:
“Can you advise on the importance of isolation for a new AST connected to a Pipeline, and can you advise on the need to isolate the tank cathodic protection from the tank grounding?
MATCOR’s Director of Engineering, Kevin Groll PE, NACE CP4 responded:
I am unaware of any papers or technical documents on the subject, but I will summarize as follows:
Why can a lack of isolation hurt your cathodic protection? When trying to protect any type of structure from corrosion, cathodic current loss to nearby structures is always a concern. Losses can occur when the structure in question is directly bonded to other structures which may “steal” current. Offending metal structures that are close to the cathodic protection anode and structures with better resistance to earth (e.g., bare copper grounding, bare driven piles, etc.) will more likely take a significant amount of current.
How do you obtain isolation without losing overvoltage protection?
To prevent current loss, your target structure must be electrically isolated from the offending structures. However, once you isolate a structure, you will lose grounding (if it was purposefully grounded) and you will lose protection against overvoltage events, AC faults, and lightning strikes. Therefore, to obtain DC isolation but maintain AC continuity and overvoltage continuity, we use solid state decouplers (SSDs) and polarization cell replacements (PCRs). The primary difference between these devices is how much surge current they will carry.
Tank cathodic protection design considerations.
When we design an under-tank CP system with concentric rings, we assume that we will not have isolation from grounding and facility piping, and we also assume that most of the current will get to the tank bottom because of the proximity of the anodes. This is not always the case, as we saw in a recent project, but for the most part concentric ring systems can be powered high enough to overcome the lack of isolation.
Horizontal directional drilling installed linear systems show approximately 1.5 to 2 times as much current is required as a concentric ring system due to current losses. Again, we usually factor in enough current capacity to overcome these losses.
Deep anode systems and semi-deep anode systems suffer the worst losses. These systems will sometimes require isolation of the tanks to prevent critical current loss. If a system is already in place, testing can be performed to determine how much loss there is to existing structures by measuring the current returned on ground rods and pipes. This is accomplished by using clamp-on current meters around wires/rods and Swain meters around pipes.
It is important to note that tank terminal isolation and grounding are factors in these complex tank terminal applications that must be considered in the proper design of Cathodic Protection. MATCOR’s experienced team of engineers can evaluate your specific application and make the appropriate recommendations.
To get in touch with our team of cathodic protection experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.
The richest man in Africa, Aliko Dangote, undertakes $12B project including 153 ASTs
Chalfont, PA (April 2019) – MATCOR, Inc., the trusted full-service provider of proprietary cathodic protection products, systems, services and corrosion engineering solutions announced that it recently completed shipment of over 500,000 linear feet (150+ km) of its SPL™-FBR linear anode product along with other ancillary materials for 153 above ground storage tanks (ASTs) in Africa.
Tank anode system materials prepped for export at MATCOR’s Chalfont PA facility. Over 520 reels of anode material have been shipped to Nigeria.
The anodes, which will prevent tank bottom corrosion, are part of an ambitious refinery project undertaken by Aliko Dangote, Africa’s richest man. The tanks are being erected on over 6,000 acres of swampland outside of Lagos, Nigeria.
MATCOR was selected for this project due to quick delivery and the company’s unique linear anode design, which does not require field splicing and saves significantly on installation time and costs.
“The ability to manufacture the large quantity of custom length linear anode segments in a very compressed time frame was key to meeting the tank contractor’s needs,” noted Ted Huck, Director of Manufacturing and Quality Assurance for MATCOR. “Our team handled a very complex order with a very tight delivery schedule while maintaining world class quality.”
Learn more about the project in our recent blog post.
This month MATCOR will ship the final tank anode system assemblies for Africa’s most audacious industrial project. The project is being undertaken by Aliko Dangote, Africa’s richest person, and when completed this $12 billion Dangote oil refinery could, according to a 2018 New York Times article, “transform Nigeria’s corrupt and underperforming petroleum industry. Planned as the world’s largest refinery…should process 650,000 barrels of crude oil daily.” With Nigeria poised to become the world’s third most populous nation by 2050 (surpassing the USA) and having Africa’s largest economy, this project is being touted as a milestone achievement in what many are dubbing the African Century.
MATCOR Field Engineer E.Gopal (yellow vest) at Lagos site inspecting tank anode system installation
As part of this ambitious refinery project, a total of 153 above ground storage tanks for crude oil, refined and intermediary products up to 92m in diameter (300 ft) are being erected on the 6,180 acres of swampland just outside of Lagos, Nigeria. MATCOR’s innovative tank anode system technology using linear anodes was selected by the project’s EPC contractor, Engineer’s India Limited, as the design basis for the cathodic protection for the project’s above ground storage tanks. Working closely with both the owner’s Indian based engineering team and the EPC contractor, MATCOR was successful in identifying the key tank contractors that would be bidding the tank erection and supplying the cathodic protection systems as part of their specifications.
Linear Anode being installed on large crude oil storage tank foundation
Ultimately, MATCOR was successful in securing contracts to provide the linear anodes for each of the three tank packages, one from a Chinese contractor and two from a UAE based contractor.
Tank anode system materials prepped for export at MATCOR’s Chalfont PA facility. Over 520 reels of anode material have been shipped to Nigeria.
In total, MATCOR has supplied over 500,000 linear feet (150+ km) of our SPL™-FBR linear anode product along with other ancillary materials for the under tank cathodic protection systems over an 18-month period. With all the anodes having been manufactured in MATCOR’s ISO 9001 certified Chalfont PA facility, MATCOR continues to be the global leader in the manufacturing of impressed current linear anodes for above ground storage tank cathodic protection.
Have questions about tank corrosion protection, or need a quote for services or our tank anode system? Contact us at the link below.
Specifying the ideal sand bedding supports tank corrosion protection and a long tank bottom service life.
For new construction tank projects and for retrofits of existing tanks, it is common practice to install clean washed sand as the pad upon which the tank bottom is fabricated. The use of oil sand, crushed stone, asphalt, or other materials directly under the tank bottom should be avoided, as these hinder effective tank corrosion protection. This article provides guidelines to the specifications for the sand bedding materials. These guidelines are based on providing a low corrosivity environment compatible with cathodic protection to assure a long service life of the tank bottom.
Economic Considerations
For a typical 150-foot diameter tank using 12 inches of sand bedding the quantity of sand that is required is approximately 17,679 cubic feet of sand which is roughly 883 tons. The cost of the sand, including delivery, is a significant cost and far exceeds the cost of cathodic protection– especially if the sand specifications are quite stringent and require sourcing sand that requires significant transportation. Some consideration can be given to relaxing the sand recommendations, even if that warrants increasing the cathodic protection requirements, should there be a significant cost impact to complying with the sand specifications – consult your cathodic protection designer.
Recommended Sand Properties
The table below summarizes the recommended sand properties to support aboveground storage tank corrosion protection.
Property
Recommended Value
Resistivity (ohm-cm)
20,000 – 100,000
pH
> 6.5
Chlorides (ppm)
< 10
Sulfates (ppm)
< 200
Sulfides (ppm)
< 0.1
Particle Size
100% pass through #4 Sieve
Soil Resistivity
The best proxy for determining corrosivity of sand materials is the electrical resistivity of the sand. Clean washed sand typically has resistivity values more than 20,000 ohm-cm and in some cases can exceed 100,000 ohm-cm. The higher the resistivity of the sand, the lower the corrosivity of the sand; however, when designing cathodic protection, the higher the sand resistivity the greater the impact on the overall system resistance and the electrical power required for the cathodic protection system. API Recommended Practice 651 Cathodic Protection of Aboveground Petroleum Storage Tanks provides the following table classifying resistivity of soil/sand.
Measuring pH indicates the hydrogen ion content of a soil. Corrosion of steel is fairly independent of pH when it is in the range of 5.0 to 8.0. The rate of corrosion increases appreciably when pH is < 5.0 and decreases when pH is> 8.0. pH may be determined in accordance with ASTM G 51 or equivalent
Chlorides
Chlorides will affect the resistivity of soil, and act as a depolarizing agent which will increase the current requirement for cathodic protection of steel. Pitting corrosion on steel can begin at chloride levels of 10 ppm. Chloride content may be determined in accordance with ASTM D 512 or equivalent.
Sulfates
Sulfate levels >200 ppm frequently indicate high concentrations of organic matter. Sulfate content may be determined in accordance with ASTM D 516 or equivalent.
Sulfides
Sulfide levels > 0.10 ppm may indicate that sulfates have been reduced by bacteria. Sulfide content may be determined in accordance with EPA 0376.1 or equivalent.
Particle Size
The sand bedding material should be clean of rocks, clumps and other debris and for clean sand capable of passing through a #4 sieve, for washed river sand an alternative acceptable particle size is 100% pass through a 3/8” sieve.
Sand Depth of Cover
For new construction tanks, the typical design is to provide a minimum of 12 inches (30 cm) of sand cover; however, for tank bottom retrofits it is quite common to provide 6 inches of sand (15 cm) for double bottom installations or for applications where the existing bottom is removed, and the top layer of the underlying soil foundation is being removed.
Have questions about tank corrosion protection, or need a quote for services or cathodic protection design and materials? Contact us at the link below.
Read Ted Huck’s article that appeared in the August issue of BIC Magazine, in which he addresses grid anode vs. concentric ring systems and best engineering practices for AST’s.
This program applies to replacement cathodic protection systems for above ground storage tank (AST) bottoms.
Tank Emergency? Contact Us About Our Quick Ship Cathodic Protection for Tanks Program
With existing ASTs, you may not always have the luxury of a planned tank bottom cathodic protection system replacement. After taking a storage tank out of service for inspection, you are often required to make an immediate decision as to the integrity of the existing floor. In some cases, this means a new floor has to be quickly planned and installed to minimize the time that the tank is out of service.
MATCOR Quick Ship Cathodic Protection for Tanks Program
MATCOR is pleased to announce our stock tank bottom anode system to meet your replacement needs with very short notice.
For your tank bottom replacement applications where a very fast delivery is required, MATCOR will now be maintaining stock of our Tank Ring Anode System.
Up to 200 ft diameter SPL-FBR tank ring anodes
Pre-assembled and ready to ship from our Chalfont PA facility
Two day turnaround
Set up in concentric rings with five foot spacing
Requires a minimum of just 6 inches of sand cover from the new tank bottom
Designed for 25 mA/ft output which is generally sufficient for 50+ year anode life based on a nominal current density of 2 ma/ft2 of surface area.
For more information please contact your MATCOR sales representative or contact us at the link below.
Have questions or need a quote for a replacement tank bottom cathodic protection system? Contact us at the link below.
Whether designing a few above ground storage tanks or performing tank farm design for an entire facility, proper consideration should be given to the adverse impact of corrosion that can occur on the tank bottoms. When addressing the issue of tank bottom corrosion, consider the environment, the tank size and design, and the type of tank foundation to be employed. There are definite advantages in certain materials based on the size and requirements of an above ground storage tank (AST) foundation. By carefully assessing the tank farm surroundings and long-term requirements, costly and potentially dangerous corrosion related tank failures can be avoided. Whether you are relying on a reputable company in the industry or taking on your own front-end engineering and design, there are across-the-board tank farm design recommendations to consider when it comes to corrosion prevention:
In terms of corrosion prevention for under ground storage tank (AST) foundations, is cathodic protection (CP) effective?
For tanks erected on compacted soil or sand foundations, with or without a concrete ring wall, cathodic protection is considered a “good engineering practice” and has been proven as an effective means of addressing tank bottom corrosion concerns. When you compare various methods of corrosion prevention for above ground storage tank bottoms, CP is shown to prevail over asphalt or concrete unless your project involves smaller diameter tanks. The corrosion failure rate is greater for tanks built on asphalt or concrete compared to tanks where a concentric ring cathodic protection system is installed.
In terms of corrosion, when is asphalt or oil/sand acceptable for above ground storage tank (AST) foundations?
Asphalt foundations are not common in the United States, as the mechanical integrity of asphalt can be an issue depending on the AST environment. As well, the use of oil/sand layer designs has been phased out by most tank owners in the United States due to the adverse impact that these oil/sand layers have on tank bottom cathodic protection systems. While historically prevalent in the Middle East and Asia, most larger national oil companies have abandoned this approach because it causes shielding of cathodic protection (CP) current, allowing corrosion to occur. Kuwait Oil, Aramco, and others now prefer clean sand combined with CP as the base material of choice. This is standard in the United States and has been for several decades.
What is a Concentric Ring Cathodic Protection System for above ground storage tanks (AST)?
A. Designed for long-term storage, an AST cathodic protection ring system offers a factory-assembled design whereby the anode rings are ready to install with cable leads that extend past ring wall penetration. Concentric rings sizes are made to order, requiring no onsite welding, cutting, or splicing. The anode locations are marked, rings are laid out, and cabling is placed using a proven labeling system for future monitoring. A mixed metal oxide (MMO) anode is centered among a low-oxygen-generating coke backfill to eliminate depolarization.
Are there some cases where concrete foundations are advantageous for tank farm corrosion prevention?
During installation of above-ground storage tanks, there are some advantages to concrete foundations for tanks when it comes to corrosion—the high pH of the concrete acts to passivate the steel, unless you have an above ground storage tank (AST) liner pad or something that is between the concrete and the tank bottom. If you can effectively seal the chime from the ingress of water and oxygen, the corrosion rates are generally quite small. Unfortunately concrete foundations for larger diameter tanks are not typically practical and can be quite expensive to properly install. Concrete foundations with appropriate AST liners are best for smaller diameter tanks.
In tank farm design for corrosion prevention, what are the best recommendations for above ground storage tank (AST) liners?
Plastic secondary containment liners are largely phased out in the United States and have been replaced by geotextile membranes that serve the same secondary containment purpose as plastic—they are conductive to allow cathodic protection (CP). The general standard in the United States is to have a CP system directly under the tank in order to minimize stray current or current losses due to earthing systems around the tank. Since the tank bottom is a large bare structure and the anodes are closely coupled to the tank bottom, there is usually very little current drain to other structures; the system if properly designed can accommodate modest current drain. While a plastic liner provides isolation from other nearby structures, when a problem arises with the CP system or if the CP system reaches the end of its projected service life, there is no way to install a new CP system without replacing the tank bottom.
Tank farm corrosion prevention is more manageable now than ever before. The MATCOR Concentric Ring Cathodic Protection System™ is just one of many excellent options for protecting your above ground storage tank (AST) from damaging corrosion.
For assistance with tank farm design, our Concentric Ring AST Cathodic Protection System™, project management or installation, please CONTACT US.


 MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL
MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL 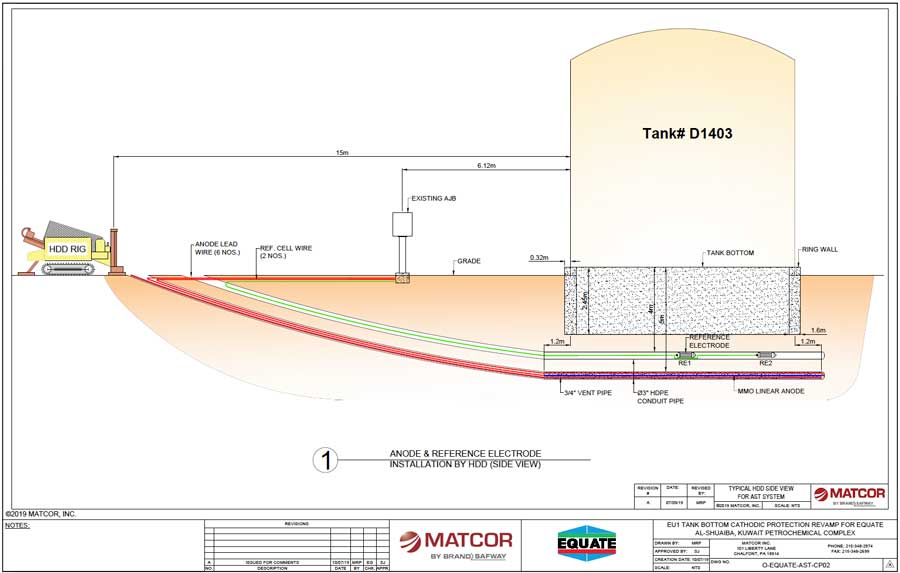
 While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.
While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.
 Evan Savant,
Evan Savant, 





 Whether designing a few above ground storage tanks or performing tank farm design for an entire facility, proper consideration should be given to the adverse impact of corrosion that can occur on the tank bottoms. When addressing the issue of tank bottom corrosion, consider the environment, the tank size and design, and the type of tank foundation to be employed. There are definite advantages in certain materials based on the size and requirements of an above ground storage tank (AST) foundation. By carefully assessing the tank farm surroundings and long-term requirements, costly and potentially dangerous corrosion related tank failures can be avoided. Whether you are relying on a reputable company in the industry or taking on your own front-end engineering and design, there are across-the-board tank farm design recommendations to consider when it comes to corrosion prevention:
Whether designing a few above ground storage tanks or performing tank farm design for an entire facility, proper consideration should be given to the adverse impact of corrosion that can occur on the tank bottoms. When addressing the issue of tank bottom corrosion, consider the environment, the tank size and design, and the type of tank foundation to be employed. There are definite advantages in certain materials based on the size and requirements of an above ground storage tank (AST) foundation. By carefully assessing the tank farm surroundings and long-term requirements, costly and potentially dangerous corrosion related tank failures can be avoided. Whether you are relying on a reputable company in the industry or taking on your own front-end engineering and design, there are across-the-board tank farm design recommendations to consider when it comes to corrosion prevention:



